
La fragilización de hidrógeno es en gran medida impredecible y los esfuerzos para evitarla deben comenzar en la etapa de diseño para determinar las características de las piezas y los procesos de fabricación posteriores.
Evitar la generación de hidrógeno durante el proceso de fabricación y la absorción de hidrógeno por los sujetadores elimina el riesgo de fallas en la fragilización del hidrógeno del proceso de fabricación. La fragilización de hidrógeno causada por la corrosión ambiental se puede evitar seleccionando adecuadamente los métodos de tratamiento de superficie que no producen hidrógeno.
Las posibles soluciones incluyen
· Galvanización mecánica
· Revestimiento de zinc-aluminio
La fragilización de hidrógeno se produce solo en sujetadores de alta resistencia. Si las condiciones de aplicación lo permiten, Intente elegir sujetadores inferiores a 320HV.
Si las condiciones lo permiten, trate de evitar el decapado, y si es imposible de evitar, el tiempo de remojo del decapado debe reducirse al mínimo. La solución de decapado siempre debe contener ingredientes inhibidores. En los casos en que se deben usar sujetadores de alta resistencia y el hidrógeno no se puede eliminar por completo durante el proceso de fabricación, y el hidrógeno se absorbe en el sujetador, como el decapado y la galvanoplastia, el proceso de horneado de deshidrogenación posterior se vuelve crítico.
Para sujetadores galvanizados de alta resistencia, con el fin de reducir el riesgo de fragilidad por hidrógeno, el horneado se puede realizar inmediatamente después de la galvanoplastia. Consulte ISO4042 (revestimiento de chapado para sujetadores) para obtener orientación. El PROPÓSITO DE HORNEAR es eliminar la mayor cantidad posible de hidrógeno y dispersar el hidrógeno restante lejos de la superficie. Debido al efecto de concentración de tensión, la superficie del sujetador suele estar muy tensada.
Al galvanizar los sujetadores de alta resistencia, deben hornearse dentro de las 4 horas posteriores a la galvanoplastia. Básicamente, cuanto antes se complete el horneado después de la galvanoplastia, mejor será el efecto del tratamiento. La operación típica es mantener el sujetador a una temperatura de 200 a 230 grados Celsius durante 2 horas a 24 horas. Nuevamente, en términos generales, cuanto más tiempo, mejor. Si la operación de horneado se retrasa más de 4 horas después del revestimiento, el sujetador puede haber sufrido daños irreparables (microgrietas) (puede haber tensión residual local en el sujetador que hace que el hidrógeno migre al área de alto estrés).
Para los sujetadores con tensión residual, el tiempo de horneado es particularmente crítico porque la tensión residual en los sujetadores hará que el hidrógeno cerca de la superficie del sujetador se separe en áreas de tensión, incluidos los sitios de defectos de la superficie, inclusiones, fallas, y posibles áreas de fragilización.
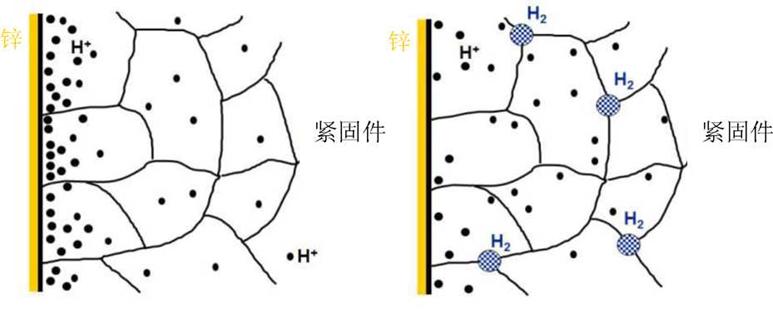
Figura 4: Distribución antes (izquierda) y después (derecha) de la eliminación de hidrógeno
El Método de prueba para sujetadores está definido por ISO15330, "Prueba de precarga para detectar el método de superficie de cojinete paralelo de fragilización de hidrógeno".
Método de inspección de fragilización de hidrógeno de sujetadores de tipo perno
Las pruebas de precarga deben realizarse en accesorios de prueba apropiados. Como se muestra en las Figuras 2 y 3, la tensión soportada por el sujetador debe estar dentro de su punto de rendimiento o dentro del intervalo de fallo de par. El par se puede aplicar ya sea haciendo coincidir tuercas (o pernos) o girando una placa de acero roscada para garantizar que la tensión requerida del sujetador correspondiente esté dentro de su punto de rendimiento; también se permiten otros métodos de carga y accesorios dentro del rango de par de rotura. La tensión o el par debe mantenerse durante al menos 48h. Cada 24 horas, el sujetador debe volver a apretarse a la tensión o par inicial, mientras se verifica si el sujetador se ha dañado debido a la fragilidad por hidrógeno.
Método de inspección de fragilidad de hidrógeno para sujetadores autorroscantes y autoextrudantes
El Método de prueba de precarga es el mismo que en la sección 2,1, y el accesorio de prueba relevante es una placa de acero. Se puede utilizar una lavadora con una dureza de 300HV debajo de la cabeza del tornillo para proteger la placa de acero. El espesor mínimo de la placa de acero es LD, todos los demás requisitos son los mismos que para pernos, tornillos y pernos.
Juntas
Método de inspección de fragilización de hidrógeno de sujetadores Varias muestras de arandelas de resorte están montadas en pernos con el mismo diámetro nominal de rosca y arandela de resorte. Use arandelas planas para separar las arandelas de resorte entre sí. La dureza de la lavadora plana debe ser mayor que la dureza de la muestra de la lavadora de resorte, y su dureza mínimaEs 40HRC. La arandela elástica cónica debe probarse en pares y el conjunto debe apretarse hasta que la muestra de arandela de resorte (sexual) esté completamente aplanada.
Si todas las muestras del mismo lote pasan la prueba sin fracturas ni grietas visibles, el material del lote está calificado. Sin embargo, es importante tener en cuenta que pasar la prueba de fragilidad por hidrógeno solo reduce el riesgo potencial.
Para evitar los problemas de daños por fragilización del hidrógeno causados por el proceso de Enchapado, los fabricantes de sujetadores están buscando formas de evitar los problemas de fragilización del hidrógeno, incluido el uso de limpieza con bajo contenido de hidrógeno y bajo recubrimiento de hidrógeno. que tiene como objetivo reducir la posibilidad de contacto con hidrógeno. En el diseño, se debe considerar completamente la influencia de la resistencia del material en la sensibilidad a la fragilización del hidrógeno, y el nivel de resistencia debe reducirse tanto como sea posible. En el proceso de procesamiento, el daño mecánico en la superficie de las piezas debe evitarse tanto como sea posible; Se debe adoptar un proceso de galvanoplastia de baja fragilidad por hidrógeno, y revestimiento de zinc-aluminio que no sea de hidrógeno y otros métodos de tratamiento de superficie anticorrosión deben usarse si es necesario. Después de la galvanoplastia, se debe adoptar un proceso de accionamiento de hidrógeno razonable para eliminar estrictamente el hidrógeno. En la actualidad, aunque el problema de la fragilidad del hidrógeno no se puede eliminar por completo, con el desarrollo de nuevos materiales, las alternativas de tratamiento de superficie de bajo costo pueden ser un gran avance para resolver completamente el problema.





 中文
中文 English
English 日本語
日本語 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย





